フェムト秒レーザー加工
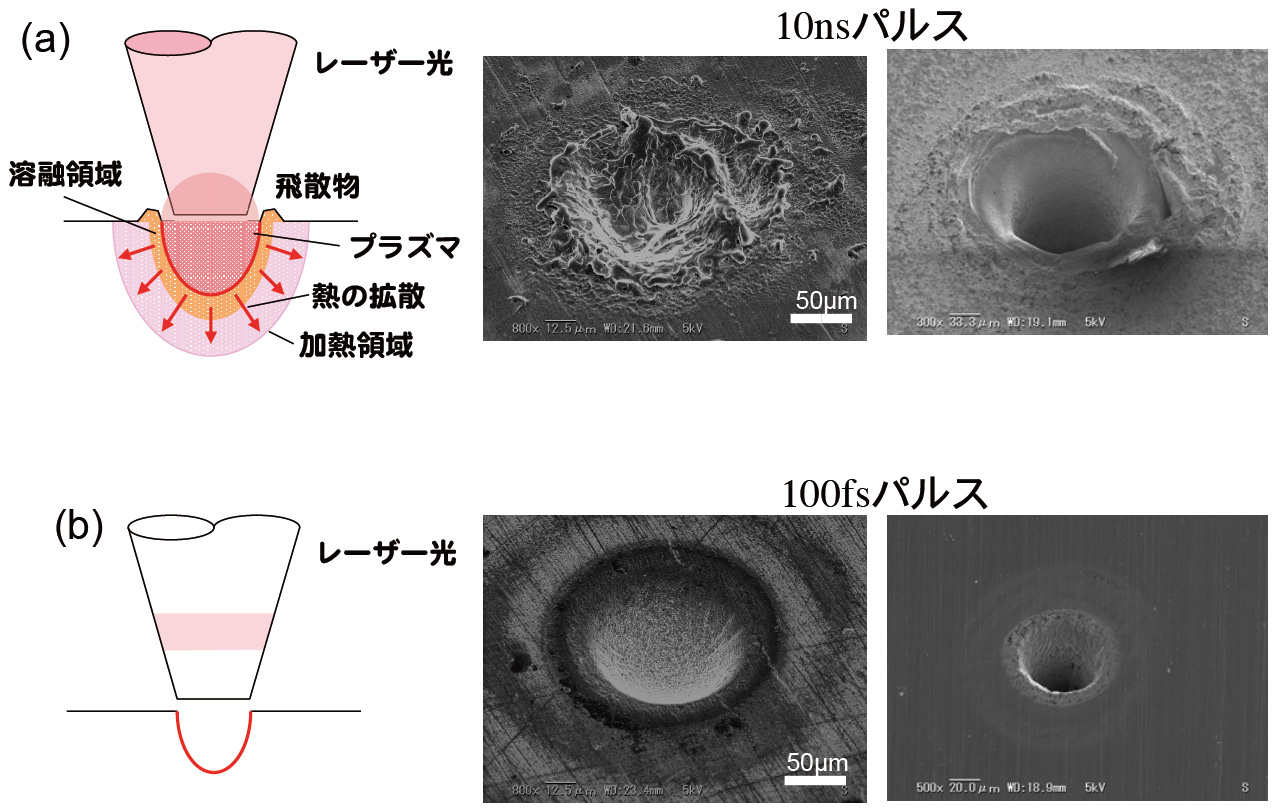 |
パルス幅が (a) 10 ns、(b) 100 fsの場合の加工痕SEM像の比較。 パルス幅が10 nsの場合は、プラズマを介して電子の熱伝導によりレーザーエネルギーが試料に与えられる。 一方、パルス幅が100 fsの場合は、固体表面にレーザー光が直接吸収される。 |
100フェムト秒という短い時間にエネルギーを集中できるフェムト秒レーザーパルスは、 熱変成を伴わない微細加工のツールとして注目されています。フェムト秒レーザーパルスはエネルギーが小さくてもピーク強度が高いために、 照射フルーエンスに応じて様々な加工現象が発現することが分かってきました。近年では加工対象となる試料も金属、半導体、 誘電体、 生体と多岐にわたるようになっています。当研究所では、主に金属、半導体を対象にした表面加工現象について研究を進めています。
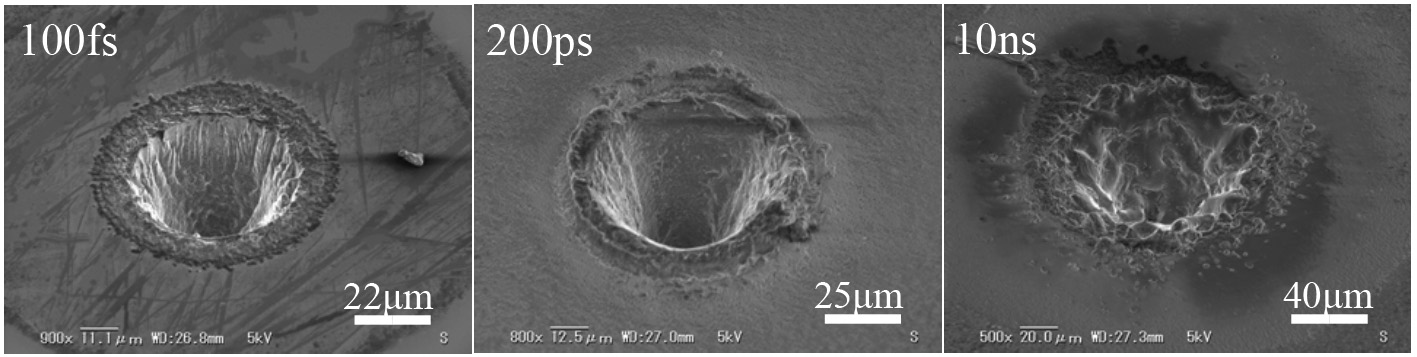
図1 パルス幅が100 fs・200 ps・10 nsの場合の加工痕SEM像の比較 (ターゲットはSi)
(a):パルス幅100 fs・波長800 nm (b):パルス幅200 ps・波長800 nm (c):パルス幅10 ns・波長1064 nm
図1にパルス幅を100fs、200ps、10nsと変えたときの加工痕の違いを示します。パルス幅が短くなるほどきれいな加工ができることが分かります。 フェムト秒パルスは試料表面でプラズマが発生する前にレーザー照射が終わるために、固体表面でのみエネルギーが吸収されます。 (ただし、パルスの繰り返し周波数が高すぎると、ひとつ前のパルスがつくったプラズマにレーザーが吸収され、 フェムト秒レーザー加工の特徴が失われます。)パルス照射後、数ピコ秒でプラズマが発生するため、 パルス幅が長いほどプラズマへのレーザーエネルギー吸収が増えて熱変成が顕著となってきます。
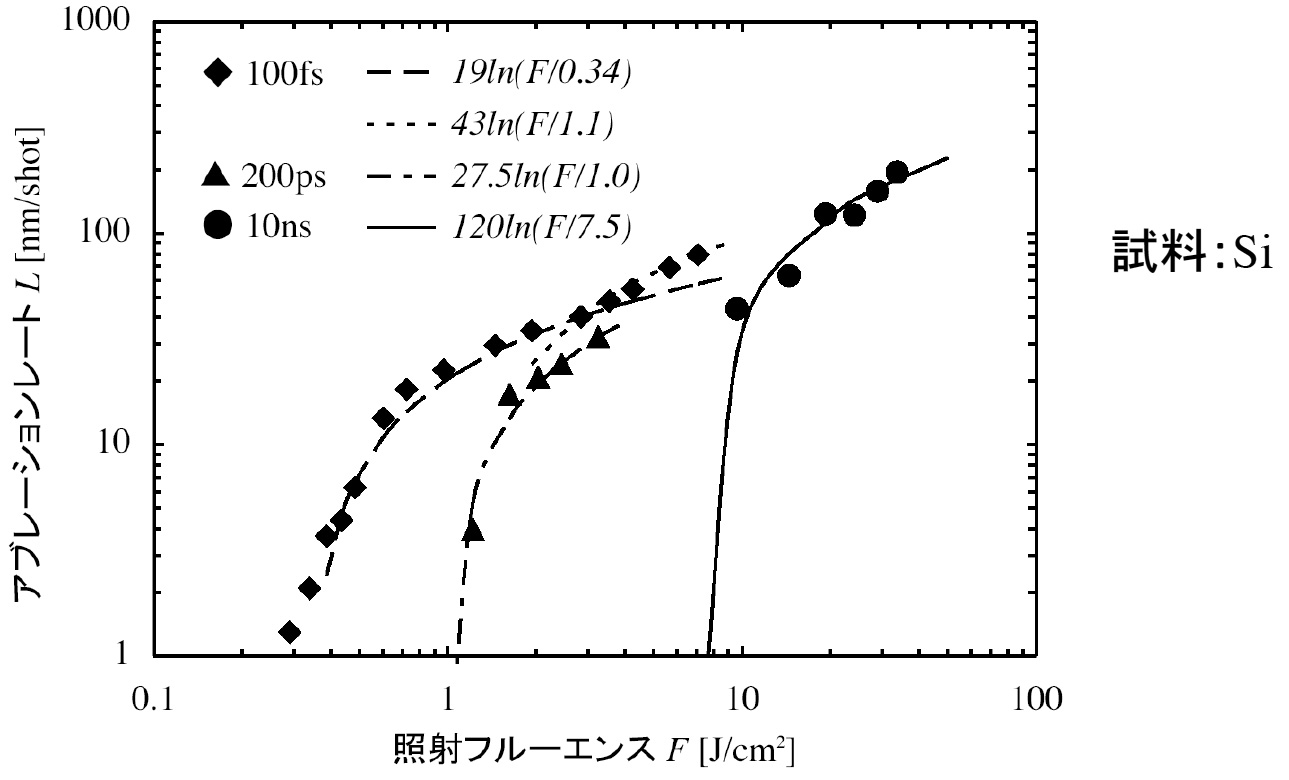
図2 パルス幅100fs、200ps、10nsに対するアブレーションレートの照射フルーエンス依存性 (ターゲットはSi)
しかし、フェムト秒レーザー加工と言えども、照射フルーエンスが高くなると熱影響がでてきます。 図2に図1に対応したパルス幅でのアブレーションレートのデータを示します。100 fsのデータは二つの関数でフィッティングしています。 低フルーエンス側のデータを表す関数[19ln(F/0.34)、lnは自然対数、Fは照射フルーエンス] の19 nmは光侵入長、0.34 J/cm2は加工しきい値に相当します。 アブレーションレートが光侵入長程度までは、照射部周辺への熱影響が無視できる加工が可能です。 一方、高フルーエンス側のデータを表す関数[43ln(F/1.1)] の43 nmは熱拡散長、1.1 J/cm2は熱加工のしきい値に相当します。 即ち、1.1 J/cm2以上のフルーエンスで照射すると、照射領域からの熱拡散が徐々に大きくなり熱変性が無視できなくなります。 フェムト秒レーザー加工の特徴であるシャープな加工を実現するには、1ショットあたり約20nm(光侵入長相当)の加工レートが上限となります。 これ以上の加工深さを1ショットあたり実現しようとすると、熱拡散を利用しなければなりません。
1ショットあたりの加工深さ20 nmを考えた場合、必要な照射フルーエンスは10 nsの場合に比べて100 fsの場合は1/10であることがグラフから読み取れます。 同じ深さを蒸発させるのに必要なエネルギーが1/10で済むことを意味します。これは、10 nsパルスによる加工においては、 レーザーエネルギーの90%以上がプラズマの加熱に費やされているからです。アブレーションレートが大きな(例えば、80 nm)ところで比較すると、 必要な照射フルーエンスの差があまりありません。吸収されたレーザーエネルギーが熱に変換され熱伝導が支配的になってくるとパルス幅の依存性が緩くなってきます。
関連レーザークロス